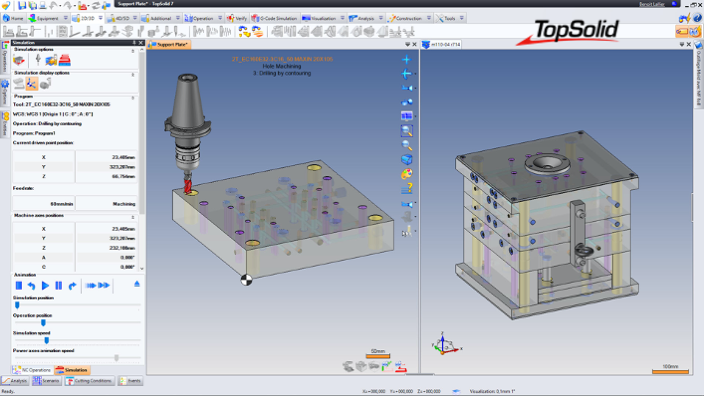
La première étape consiste à préparer la fabrication de la pièce à partir d’un plan ou d’un fichier 3D habituellement de format DXF/DWG, IGES, STEP, Parasolid, etc. Les ingénieurs utilisent pour cela un logiciel FAO (Fabrication Assistée par Ordinateur) pour élaborer la stratégie d’usinage la plus optimale (choix des outils, calculs des parcours d'outils, etc). Parmi ces logiciels, on trouve HyperMill, NX, TopSolid, PowerMill, etc
Tout d’abord, en fonction des dimensions de la pièce à usiner, l’opérateur choisira la machine adéquate dans son atelier, dans laquelle il y installera le bloc qu’il aura préparé au préalable. Ensuite, un étalonnage automatisé est mis en œuvre pour permettre à la machine de connaître sa zone de travail. Enfin, l’opérateur installe les outils nécessaire dans le carrousel de changement automatique d’outils.

Avant de mettre la machine en marche, l’opérateur met en œuvre les procédés de refroidissement continu. En effet, une très grande chaleur se crée par le frottement de l’outil dans la matière. Il existe plusieurs types de systèmes de refroidissement : par inondation (aussi appelé barbotage), par pulvérisation (technique la plus courante), par air comprimé ou grâce à de l’azote liquide (on parle de refroidissement cryogénique). Enfin, après avoir vérifié les conditions de sécurité nécessaire, le compartiment machine se ferme et l’usinage commence.(Crédit vidéo : Open Mind)

Généralement, les pièces peuvent être soumises à trois types d'inspections à différentes étapes du projet de fabrication :
Inspection par l'opérateur de la machine
Ici, l'opérateur effectue diverses inspections de la pièce pendant (ou immédiatement) après l'usinage pour identifier les problèmes de tolérance. Cela implique l'utilisation d'outils de mesure simples tels que des jauges go/no-go et des micromètres.
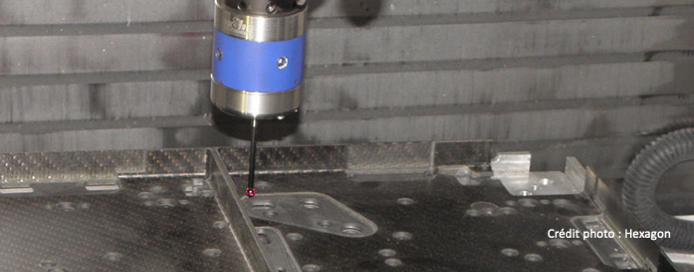
Inspection par palpage en cours de processus
Il s’agit d’une manière automatisée de vérifier les principales caractéristiques et tolérances d'une pièce pendant le processus d'usinage CNC à l'aide de palpeurs programmés. Ces sondes surveillent automatiquement le processus et ajustent les coordonnées de travail et les outils de coupe en conséquence.
Inspection dans le service de contrôle qualité (QC)
La pièce est extraite de la machine, puis nettoyée. Ensuite, elle subit une inspection effectuée par une équipe d'experts en contrôle qualité. Ces experts QC utilisent des jauges de hauteur, des microscopes, des projecteurs 2D, des micromètres et des machines de mesure de coordonnées (MMT) pour s'assurer que les pièces sont conformes aux exigences des clients.